
ICT test fixtures from ECT.
The Everett Charles Technologies Test Fixture Group is the world’s leading manufacturer and customizer of fixtures for testing loaded printed circuit boards. ECT’s SuperKit”, the first fixture designed for surface mount technology, was introduced In 1993. The fixture design has been expanded to include a broad range of vacuum, and pneumatic fixture kits for use with all types of automatic test equipment. Customized SuperKits” can be configured for dual stage, dual well and opens testing applications.
In 1993, ECT acquired TTI Testron, a manufacturer of test fixtures and interconnect devices for ATE. TTI’s worldwide presence expanded ECT’s global service and support capabilities and added product offerings for Functional and Value Grid test.

Specify accuracy
As circuit boards become more densely populated and designs become more complex, test facilities are under increasing pressure to develop test systems, processes and fixtures which keep production ahead of schedule. Now it is possible to simplify the inherent fixturing complexities associated with the ever-increasing number of test points and specialty board designs. Test engineers who specify products from ECT’s Test Fixture Group are realizing unprecedented improvements in fixture accuracy and delivery speed.
Make it fast
With a systems engineering approach to applications engineering, ECT’s Test Fixture Group turns the most complex fixturing project into a fluid process that results in the highest fixture accuracy currently available. ECT engineers are pioneering zero-defect fixture design and assembly with advanced software tools, standardized design platforms, rigorous verification processes and easily customizable products that satisfy the most rigid technical requirements.
In-Circuit Test fixture Design process.
The Board level Total Solution Process
ECT Total Solutions drives the standard for board level manufacturing test. Through Romex We provide support for Supply Chain and Product/Project managers with sales, programming, engineering, manufacturing and service not only through Romex in the Benelux but also in America, Europe and Asia. Your fixture developed here profits from the same support in the rest of the world.
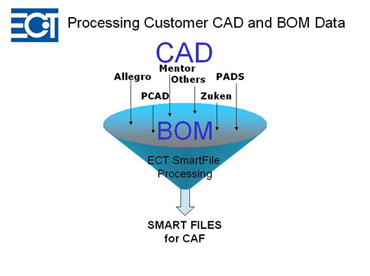
CAP (Computer Aided Processing)
A comprehensive business tool that contains customer billing, shipping, and contact information, specific custom fixture requirements driven by your specifications, an MRP system linked to all local ECT inventories.
CAF (Computer Aided Fixturing)
Fixture design automation software using your CAD and AVL-BOM to built the most accurate fixtures possible using a virtual copy of your PBCA.
-
Zeroflex Routing (Guarantees minimum board stress during test)
-
TestJet Processing (Automatic placement and generation of wiring and drill information for TestJet or compatible solutions)
-
Push Finger and Hard Stop Locations (Automatic assignment of Push fingers and board support)
-
Probe Tip Selection (depending on the Target and our customers preference)
-
Collision Check (Check all data on errors before release into the factory)
Minimizing PCBA Flex
Board Stress Analysis (BSA)
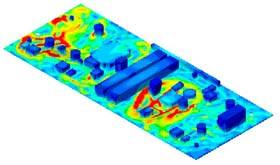
BSA has been a useful tool for designers and fixture manufacturers for more than a decade. This tool has allowed designers to minimize induced stresses on the printed circuit board (PCB) under test, and all but eliminate the potential for damage. Board Stress Analysis (BSA) allows for a simulation to be performed before the unit-under-test (UUT) is subjected to potentially damaging forces. Further, once the simulation is run, push fingers, board supports and even probes can be repositioned to reduce flexing and lower stresses placed on the UUT. Typically, the BSA is rerun in an iterative process that successively betters the fixture design until the desired result is achieved.
Minimizing PCBA Flex with SmartFiles
After production we do a fully automated shorts & opens and wiring test on all our fixtures. Test results and CAF reports are supplied with each project.

